 +86 13600513715
+86 13600513715 


News





0102030405
MBR Membrane Technology in Wastewater Treatment: Applications & Advantages Over Traditional Methods
2025-04-26
Why MBR Technology? Key Benefits
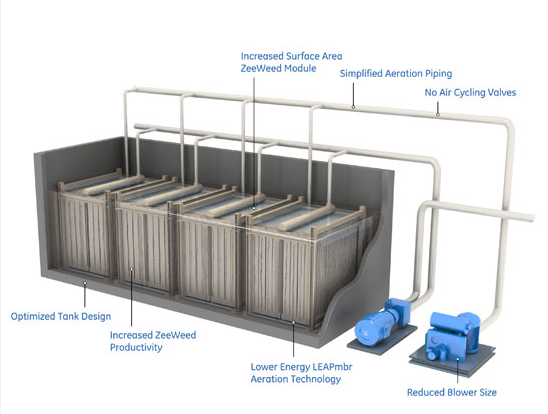
MBR (Membrane Bio-Reactor) combines biological treatment with ultrafiltration membranes to achieve >95% SS removal and effluent turbidity <1 NTU. Compared to conventional activated sludge processes:
-
60% smaller footprint (no secondary clarifiers)
-
30-50% less sludge production
-
Stable compliance with stringent discharge standards (e.g., TN <15 mg/L).

MBR Applications in Critical Scenarios
1. Space-Constrained Urban Plants
-
Case Study: Beijing Huai Fang WWTP (60,000 m³/day) uses underground MBR to meet Class IV water standards while converting surface space into a public park.
-
Juntai Solution: Modular MBR units reduce construction area by 65% vs. traditional layouts.
2. High-Strength Industrial Wastewater
-
Technical Edge: MBR maintains MLSS up to 18,000 mg/L (5x higher than activated sludge), ideal for chemical/pharmaceutical wastewater (COD >2,000 mg/L).
-
Juntai Advantage: Anti-fouling PVDF membranes with 0.1μm pores resist oils and surfactants.
3. Water Reuse Projects
-
Performance: MBR effluent meets ISO 14000 reuse standards for irrigation/cooling, increasing recycling rates by 40%.
-
Integrated System: Pair with Juntai’s Tube Settlers for SS <5 mg/L.
MBR vs. Activated Sludge: Technical Comparison
| Parameter | Activated Sludge | MBR |
|---|---|---|
| Footprint | 1,000 m² (reference) | 400 m² |
| Effluent SS | 20-30 mg/L | <1 mg/L |
| Sludge Yield | 0.8 kg/kg COD | 0.4 kg/kg COD |
| Shock Load Tolerance | Moderate | High (MLSS auto-regulation) |
Key Takeaway: MBR eliminates clarifiers, reduces operational costs, and ensures consistent effluent quality.
MBR vs. AAO: How to Choose?
-
AAO Best For:
-
Municipal wastewater (BOD <300 mg/L)
-
Nutrient removal (TN <20 mg/L, TP <1 mg/L)
-
Budget-friendly projects with ample space.
-
-
MBR Preferred When:
-
Treating high COD (>1,000 mg/L) industrial streams
-
Space is limited (e.g., underground plants)
-
Direct water reuse is required.
-
Case Example: A Liaoning petrochemical plant achieved COD <120 mg/L using Juntai’s AO-MBR hybrid system for 2,000 mg/L influent COD.
Why Juntai MBR Systems?
-
Energy Efficiency: Integrated Disc Diffusers (O₂ transfer ≥30%) lower energy use by 25%.
-
Durability: HDPE membrane modules withstand pH 2-12 and 45°C temperatures.
-
Smart Operation: IoT sensors enable real-time TMP monitoring and predictive cleaning.
CTA: Upgrade to Advanced MBR Solutions!
Contact Juntai for a FREE process design and feasibility report.